Как собрать швп с двумя гайками. Шарико-винтовая передача SFU1605 из Китая: собираем большой ЧПУ фрезер
Материал предоставлен сайтом "Справочник конструктора"
Шарико-винтовые пары (ШВП)
По точностным параметрам ШВП разделяют на позиционные и транспортные
(ОСТ 2 Р31-7-88). Позиционные ШВП позволяют произвести косвенное измерение осевого перемещения в зависимости от угла поворота и хода резьбы винта. В транспортных ШВП перемещения измеряют прямым методом с помощью отдельной измерительной системы, не зависящей от угла поворота винта.
Классы кинематической и геометрической точности ШВП должны соответствовать ОСТ 2 РЗ 1-4-88. Согласно этому стандарту установлены классы точности для позиционных (П) и транспортных (Т) ШВП соответственно: П1, ПЗ, П5, П7 и Т1, ТЗ, Т5, Т7, Т9. Т10.
Кинематическую точность
ШВП характеризуют кинематической погрешностью винтовой пары - разностью между  действительным и номинальным осевыми перемещениями одной из сопряженных деталей винтовой пары в их относительном движении. Под наибольшей кинематической погрешностью понимают наибольшую алгебраическую разность значений кинематической погрешности винтовой пары в пределах заданной длины осевого перемещения.
действительным и номинальным осевыми перемещениями одной из сопряженных деталей винтовой пары в их относительном движении. Под наибольшей кинематической погрешностью понимают наибольшую алгебраическую разность значений кинематической погрешности винтовой пары в пределах заданной длины осевого перемещения.
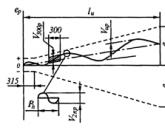
Зависимость кинематической погрешности винтовой пары от номинального осевого перемещения представлена на рис. 2. Отклонение кинематической погрешности на всей измеряемой длине l
и резьбы не должно превышать допускаемого значения е
p .
V
300р - ширина полосы колебаний кинематической погрешности в пределах 300 мм измеряемой длины резьбы;
V
2πр - ширина полосы отклонения пульсаций кинематической погрешности в пределах одного оборота, т.е. в пределах хода Р
h резьбы.
Допускаемые значения нормируемых показателей (табл. 5 и 6) регламентированы ОСТ 2 РЗ1-4-88, в котором учтены требования ИСО.
5. Допускаемые значения показателей V
300р и V
2πр, мм
|
Показатель |
Класс точности |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| V 2πр |
Согласно ОСТ 2 Р31-5-89 качество материалов, обработки и сборки ШВП должно соответствовать ГОСТ 7599-82, а для поставок на экспорт - 8. Радиальный зазор ШВП до создания преднатяга
Примечание. В знаменателе приведены значения радиального зазора для винтов с разгрузочными канавками (рис. 1,6). 9. Осевая жесткость корпусных ШВП
Примечания: 1. Жесткость для классов точности Т9 и Т10 не регламентируют. 10. Осевая жесткость бескорпусных ШВП
Примечание. Жесткость для классов точности Т9 и Т10 не регламентируют. 11. Значения осевой силы F при определении жесткости ШВП
12. Основные характеристики ШВП
Примечание. Приведенные значения для корпусных ШВП соответствуют исполнениям II, III и IV. Технические требования на основные детали шариковинтовых передач, применяемых в станкостроении, установлены ОСТ 2 Р31-5-89 (табл. 13). Нормы точности винта - по ОСТ2 Р31-4-88. 13. Технические требования на основные детали ШВП
Примечания: 1. Термообработка по РТМ2 МТ11-1-81. Номенклатура показателей качества, используемых при оценке уровня качества ШВП, применяемых в металле- и деревообрабатывающих станках, участках, линиях, комплексах, промышленных роботах и кузнечно-прессовом оборудовании, установлена ОСТ 2 РЗ1-6-87. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Да, был дурак. Тогда пришла из Китая моя первая ШВП (шарико-винтовая передача, или пара, если угодно). Ну радовался, крутил. И вот подумал: а что, если полностью открутить гайку? Наверняка есть какая-то защитная система для шариков. Наверняка…
Вот такая ШВП:
Ballscrew (это и значит ШВП) SFU1605. 16 – диаметр, 5 – шаг винта.
В общем, открутил. Шарики, конечно, рассыпались. Чудом с пола собрал. Посмотрел со всех сторон, прикинул: так просто не собрать. Чудом досчитался всех шариков, ни одного не потерял.
К слову, вот так выглядит отдельно гайка (ballnut):

Фторопластовые (скорее всего) втулки для защиты от грязи:

Красные вставные части канавок для шариков:

А вот и сами шарики:

И сам винт отдельно:

Итак, мне пришлось полазить по форумам. Люди предлагают разные способы, некоторые утверждают, что собрать заново шарико-винтовую передачу невозможно, а вот и нет!
Сначала давайте очистим детали от старой смазки и грязи.


Использовал то ли бензин, то ли уайт спирит, не помню.

Почистили? Отлично, теперь берём шприц и наполняем литолом или другой вязкой смазкой.

Теперь вставляем красные затычки в гайку. Наша задача – заполнить все дорожки литолом. Литол не жалеть, чтобы в каждом контуре его было одинаково много. Напомню, в такой гайке три контура для шариков. Кто хочет ознакомиться с конструкцией гайки – гугл в помощь.

На предыдущей фотографии вроде чуть вперёд забежали… В общем, теперь очень аккуратно какой-нибудь магнитной штукой (или наоборот, немагнитным пинцетом – кому чем удобнее) размещаем шарики в канавках. В каждом контуре должно быть одинаковое количество шариков. Сколько для гайки 1605 – сейчас уже не помню, но на месте можно посчитать их.
Вот так всё теперь выглядит:

Шарики надёжно держатся в литоле.
Теперь хитрый финт ушами: сворачиваем бумажку и просовываем в гайку. Делать аккуратно, чтобы не сдвинуть шарики. Бумажку лучше поплотнее. Если есть время, можно сделать папье-маше (я делал) или найти кусок трубы нужного диаметра.

Ну а теперь с одной стороны (прежде, чем начать, подумай, а той ли ты стороной делаешь. Нет, я не хочу сказать, что только одной стороной правильно, просто если концы разные у винта, то конструктивно могут получиться две разные ШВП) аккуратно сначала просовываем в бумажку, потом вдвигаем и начинаем медленно вкручивать винт. Да, вместе с бумажкой:

Ну а теперь можно вставить защитные втулки (они не выполняют роли передачи движения, только защита) и закрепить винтами.
Для передачи усилия и движения могут применяться самые различные шарико-винтовые передачи . Наибольшее распространение получила шарико-винтовая передача. Она обеспечивает линейное передвижение привода, которое преобразует вращение в поступательное движение. Среди особенностей этого процесса можно отметить крайне малое трение, так как оно приводит к износу материала и существенному снижению КПД, нагреву трущихся элементов. Рассмотрим особенности этого процесса подробнее.
Функциональное предназначение и устройство
Как ранее было отмечено, шарико-винтовая пара применяется для передачи усилия и преобразования вращения в поступательное движение. Устройство характеризуется наличием нескольких элементов:
- Стержень с винтовыми канавками.
- Гайка с подходящей резьбой и размером.
Наибольшее распространение получили варианты исполнения, характеризующиеся резьбой с полукруглым профилем. Шариковые винтовые пары довольно просты в исполнении, что определяет их надежность и длительный срок эксплуатации.
Принцип работы
Винтовая пара характеризуется довольно простой конструкцией, которая работает следующим образом
- На момент вращения гайки шарики перекатываются по созданным каналам.
- Шарики способны поступательно перемещать гайку, выталкивая из резьбы. При этом есть перепускной канал, за счет которого происходит возращение шариков в исходное положение.
- Перемещение шарика происходит по замкнутому контуру, который находится внутри гайки.
- Наибольшее распространение получили варианты исполнения шарико винтовые передач, в которых канал возврата соединяется два соседних витка.
Встречаются самые различные варианты исполнения рассматриваемой конструкции. Они выбираются в зависимости от условий эксплуатации и предназначения. Примером можно назвать то, что в станкостроительстве используется шариковая винтовая передача с трехконтурной гайкой. Для этого создается специальный вкладыш, для которого создается окно овальной формы. Для снижения трения и повышения показателя КПД применяются сразу три вкладыша, размещаемые под углом 120 градусов относительно друг друга.
Быстроходные или скоростные ШВП
Современные станки и иное оборудование характеризуется высокой производительностью и универсальностью в применении. Как правило, усилие создается двигателем, который совершает вращательное движение. Для того чтобы преобразовать вращение в возвратно поступательное движение применяется винтовая передача. Обычное сочетание винта и гайки характеризуется менее высоким КПД, чем новые скоростные конструкции.
Быстроходная шариковая винтовая передача характеризуется следующими особенностями:
- При изготовлении применяется материал, который характеризуется высокой износостойкостью. Слишком сильный износ приводит к потери точности.
- Специальная шарико винтовая передача обеспечивает быстрое перемещение гайки.
Чаще всего скоростные ШВП устанавливаются на станки с ЧПУ. За счет их применения обеспечивается быстрое перемещение исполнительных органов.
Классификация
При изготовлении шарико винтовой передачи могут применяться самые различные технологии. В зависимости от их особенностей выделяют следующие виды конструкций:
- Катанные получаются при применении метода холодной катки. Как правило, подобная технология характеризуется меньшими затратами при ее применении. За счет этого соотношение цены и качества максимально высокое, то точность получаемых изделий низкая.
- Шлифованные – прецизионные изделия, которые после нарезания резьбы и закалки подвергаются шлифованию. За счет этого обеспечивается высокая степень гладкости. Большинство изделий из этой группы характеризуется повышенной точностью. Однако, процесс закалки и шлифования определяет существенное повышение стоимости изделия.
- Провести классификацию также можно по конструктивным особенностям:
- При изготовлении стандартной шарико винтовой пары применяются стандарты DIN .
- Прецизионные получают путем применения технологии шлифования. Конструкция может состоять из одной или двух гаек, которые предварительно натягивают.
- Есть варианты исполнения, полученные шлифованием, с сепаратором. Подобная конструкция характеризуется наличием конструкции, за счет которой обеспечивается возврат шариков в начальное положение.
- Шарико винтовая передача с вращающейся гайкой имеет встроенный подшипник, который обеспечивает точное перемещение подвижного элемента.
- В рассматриваемую категорию также включается шлицевой вал с втулками шарикового типа. Подобная шарико винтовая конструкция характеризуется компактностью и простотой монтажа.
- Вариант исполнения консольного типа. Применяется в случае, когда требуется компактная передача.
Подобная классификация учитывается при выборе требуемой конструкции.
При выборе шарико-винтовой передачи учитываются ее основные характеристики. Как правило, они следующие:
- Протяженность стержня. Характеристики ШВП для оборудования с ЧПУ характеризуются максимальной длиной около 2-х метров. Это связано с тем, что слишком длинное изделие может деформироваться при точечном воздействии.
- Линейное скоростное передвижение – основной показатель, который стоит учитывать.
- Диаметр и шаг винта также можно назвать важными показателями. Именно они определяют то, какая нагрузка может оказываться.
- Точность изделия, которая варьирует в пределе от С1 до С10.
Можно встретить также табличную информацию, которая применяется для определения основных характеристик.
Установка передачи
Выбор ШВП можно провести в процессе разбора конструкции и эскизного проектирования. Перед установкой винтореечной шариковой передачи проводится расчет:
- Величины хода стола.
- Необходимое усилие, которое должно быть на винте.
- Выбирается наиболее подходящая длина винта.
- Точность определяет, нужно ли проводить установку шарико винтовой передачи, полученного путем шлифования или холодного проката.
- Определяются конструктивные особенности гайки: возврат шариков в исходное положение, нужен ли подшипник, какой должна быть гайка. Примером можно назвать то, что конструкция с одинарной гайкой обходится намного дешевле, но вариант исполнения с двойной более износостойкий.
- Уточняется, должен ли надежно фиксироваться свободный конец.
- Определяется то, как шарико винтовая передача соединяется с корпусом.
После выбора подходящего варианта исполнения шарико-винтовой передачи проводится ее установка. Крепление может проводится при применении винтов и заклепок или путем сварки.
Область применения
Основные характеристики определяют широкое распространение ШВП. Примером можно различные узлы автомобилей и станки. Более наглядным применением ШВП можно назвать нижеприведенные случаи:
- Изготовление привода станков ЧПУ. Современные варианты исполнения обладают несколькими линейными приводами. Примером можно назвать случай, когда станок Tornos имеет 14 управляемых осей.
- КАМАЗ и некоторые другие автопроизводители применяют подобную рейку при изготовлении рулевого механизма. За счет этого упрощается процесс изменения положения тяжелых колес, которые отягощены грязью.
- При производстве принтера и другого типографического оборудования устанавливается подобная рейка.
Как ранее было отмечено, в качестве основного источника усилия устанавливается двигатель. Вращение преобразуется рейкой в возвратно-поступательное движение, которое весьма распространено.
Преимущества ШВП перед остальными видами передач
Преимуществ у ШВП довольно много. Подобная конструкция характеризуется следующими достоинствами:
- Низкий коэффициент трения, который достигается за счет применения шариков.
- Более высокое значение КПД. Если сравнивать другие аналоги, которые могут передавать поступательное движение, то они существенно уступают. У многих вариантов исполнения ШВП имеет показатель КПД на уровне 90%.
- Скольжение отсутствует по причине применения канавок с шариками. За счет этого также существенно повышается длительность эксплуатации.
- Простота обслуживания и ремонта. При необходимости можно быстро добавить масло в зону хода винта. Смазывающее вещество равномерно распределяется по поверхности, за счет чего повышается эксплуатационный срок.
- Высокая скорость перемещения, которую можно достигнуть за счет использования специальных вариантов исполнения ШВП.
- Сниженное требование к приводу по показателю мощности. Это связано с низким сопротивлением хода винта.
Однако есть и несколько существенных недостатков, которые должны учитываться при выборе привода. Примером можно назвать высокую вероятность обратного хода при установке винта под большим углом или вертикально. Этот недостаток связан с тем, что трение минимальное.
Рассматриваемую шарико-винтовую передачу не рекомендуется использовать при создании ручных подач. Кроме этого, негативным фактором можно назвать высокую стоимость изделия, так как оно состоит из нескольких точных элементов. Для обеспечения низкой степени износа поверхность подвергается закалке, за счет чего стоимость изделия также повышается.
Шариковая винтовая передача (ШВП) состоит из винта и гайки и служит для преобразования вращательного движения в поступательное. В шарико-винтовых передачах на винте 1 и в гайке 2 выполнены винтовые канавки (резьба) криволинейного профиля, служащие дорожками качения для шариков, размещенных между витками винта и гайки. Наибольшее распространение получила резьба с полукруглым профилем. При этом вращение закрепленной от осевых перемещений гайки вызывает поступательное перемещение винта, или вращение закрепленного от осевых перемещений винта приводит к поступательному перемещению гайки.
Основные геометрические параметры передачи: номинальный диаметр d 0 , т.е. диаметр расположения центров тел качения, шаг резьбы Р и диаметр D w тел качения (обычно D w = 0,6Р).
Достоинства шарико-винтовой передачи: возможность создания больших осевых сил; малые потери на трение (КПД передачи 0,9 и выше); возможность получения поступательного перемещения с высокой точностью; малые габариты при высокой несущей способности; значительный ресурс.

К недостаткам можно отнести сложность конструкции гайки, необходимость высокой точности изготовления и хорошей защиты передачи от загрязнений. Шарико-винтовые передачи применяют в механизмах точных перемещений, в следящих системах и в ответственных силовых передачах (станкостроение, робототехника, авиационная и космическая техника, атомная энергетика, кузнечно-прессовое оборудование и др.).
УСТРОЙСТВО И ПРИНЦИПЫ РАБОТЫ
При вращении винта шарики увлекаются в движение по винтовым канавкам, поступательно перемещают гайку и. выкатываясь из резьбы, через перепускной канал (канал возврата) возвращаются в исходное положение. Таким образом перемещение шариков происходит по замкнутому внутри гайки контуру. Наиболее распространена конструкция ШВП. в которой канал возврата соединяет два соседних витка.
В станкостроении применяют трехконтурные гайки. Перепускной канал выполняют в специальном вкладыше, который вставляют в овальное окно гайки. В трехконтурной гайке предусматривают три вкладыша, расположенные под углом 120° один к другому и смещенные по длине гайки на один шаг резьбы по отношению друг к другу. Таким образом шарики в гайке разделены на три (по числу рабочих витков) независимых группы.

При работе передачи шарики, пройдя по винтовой канавке на винте путь, равный длине одного или нескольких витков, выкатываются из резьбы в перепускной канал вкладыша и возвращаются обратно в исходное положение на исходный виток гайки.

ПРОФИЛЬ РЕЗЬБЫ
Основные параметры полукруглого профпля резьбы (рис. 1. а):
R = (0,515...0,525) D w
- радиус канавок;
α = 45°
- угол контакта шариков;
ψ = arctg
- угол подъема резьбы (здесь z - число заходов резьбы).

На рис. 1. б показан в нормальном сечении профиль резьбы винта с разгрузочной канавкой, а в табл. 1 приведены
размеры разгрузочных канавок по ОСТ 2 РЗ1-5-89
.
1. Размеры разгрузочных канавок, мм
| Номинальный диаметр d 0 | Шаг резьбы Р | b | r | Номинальный диаметр d 0 | Шаг резьбы Р | b | r |
| 16 25 25 32 32 40 40 40 50 |
2,5 5,0 10,0 5,0 10,0 5,0 6,0 10,0 5,0 |
- 1,0 1,5 1,0 1,5 1,0 1,0 1,5 1,0 |
- 0,55 0,85 0,55 0,85 0,55 0,55 0,85 0,55 |
50 50 63 80 80 100 100 125 |
10,0 12,0 10,0 10,0 20,0 10,0 20,0 20,0 |
1,5 1,8 1,5 1,5 3,0 1,5 3,0 3,0 |
0,85 0,95 0,85 0,85 1,60 0,85 1,6 1,6 |
ШВП С ПРЕДВАРИТЕЛЬНЫМ НАТЯГОМ
С целью устранения осевого зазора в сопряжении винт-гайка и повышения тем самым осевой жесткости и точности перемещения ведомого элемента ШВП собирают с предварительным натягом.

Для передачи с полукруглым профилем резьбы натяг создают установкой двух гаек с последующим относительным их осевым смещением. Относительное смещение гаек осуществляют установкой прокладок между ними или их относительным угловым поворотом.

Профиль резьбы и конструкцию гайки (канал возврата шариков, регулирование натяга и т.д.) определяет завод-изготовитель.

Шариковые винтовые передачи применяют в широком диапазоне размеров.
ТИПОРАЗМЕРЫ ШАРИКОВЫХ ВИНТОВЫХ ПЕРЕДАЧ
по ГОСТ 25329-82
| Номинальный диаметр, d o , мм |
Номинальный шаг Р, мм | |||||||||
| 2,5* | 3 | 4 | 5* | 6 | 8 | 10* | 12 | 16 | 20* | |
| 6 | + | |||||||||
| 8 | + | |||||||||
| 10 | + | |||||||||
| 12 | + | + | + | + | ||||||
| 16 | + | + | + | + | + | |||||
| 20 | + | + | + | + | + | |||||
| 25 | + | + | + | + | + | |||||
| 32 | + | + | + | + | + | + | ||||
| 40 | + | + | + | + | + | |||||
| 50 | + | + | + | + | + | + | ||||
| 63 | + | + | + | + | + | + | + | |||
| 80 | + | + | + | + | + | + | ||||
| 100 | + | + | + | + | + | |||||
| 125 | + | + | + | + | ||||||
| 160 | + | + | + | + | ||||||
| 200 | + | + | + | + | ||||||
| * Предпочтительные шаги | ||||||||||
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Технические условия на шарико-винтовые передачи, применяемые в станкостроении, установлены ГОСТ 2 РЗ1-5-89 . Этот стандарт распространяется на ШВП, применяемые для комплектации металло- и деревообрабатывающих станков, промышленных роботов, кузнечно-прессового оборудования.
Стандарт устанавливает основные размеры, основные параметры, комплектность, маркировку, порядок и состав приемосдаточных испытаний, упаковку, условия транспортирования и хранения, указания по эксплуатации и гарантии завода-изготовителя централизованно изготовляемых ШВП.
В стандарте учтены требования ISO/DP 8931, ISO/DP 8932, ISO/DP 3408, ISO/DP 9783, ISO/DP 9784 .
Корпусные передачи изготовляют в 4-х исполнениях:
I - ШВП с одной или двумя гайками без корпуса;
II - ШВП с двумя гайками в цилиндрическом корпусе, имеющем фланец;
III - ШВП с двумя гайками в призматическом корпусе, имеющем сквозные крепежные отверстия;
IV - ШВП с двумя гайками в призматическом корпусе, имеющем глухие резьбовые крепежные отверстия.
Применение ШВП исполнения III является непредпочтительным.

По точностным параметрам ШВП разделяют на позиционные и транспортные (ОСТ 2 РЗ1-7-88 ). Позиционые ШВП позволяют произвести косвенное измерение осевого перемещения в зависимости от угла поворота и хода резьбы винта. В транспортных ШВП перемещения измеряют прямым методом с помощью отдельной измерительной систем не зависящей от угла поворота винта.
Классы кинематической и геометрической точности ШВП должны соответствовать ОСТ 2 РЗ 1-4-88 . Согласно этому стандарту" установлены классы точности для позиционных (П) и транспортных (Т) ШВП соответственно: П1, П3, П5, П7 и Т1, ТЗ, Т5, Т7, T9, Т10.
Внутризаводские приемосдаточные нормы кинематической точности должны соответствовать ГОСТ 2 Р31-5-89 .
Согласно ОСТ 2 РЗ1-5-89 качество материалов, обработки и сборки ШВП должно соответствовать ГОСТ 7599-82 , а для поставок на экспорт - ОСТ 2 Н06-1-86 .
ГРУЗОПОДЪЕМНОСТЬ
При проектировании, в соответствии с основными критериями работоспособности шарико-винтовых передач расчет ведут по динамической грузоподъемности для предупреждения усталостного разрушения (выкрашивания рабочих поверхностей) и по статической грузоподъемности для предупреждения пластического деформирования тел и поверхностей качения.
При выборе значений динамической С а и статической С oа грузоподъемностей, а также минимальных и максимальных значений момента T xx холостого хода ШВП можно ориентироваться на данные таблицы 2.
Базовая статическая осевая грузоподъемность С oа - статическая осевая сила (Н), которая вызывает общую остаточную пластическую деформацию шарика, канавок винта и гайки, равную 0,0001 диаметра шарика.
2. Базовые грузоподъемные характеристики ШВП
| Типоразмер d 0 x Р, мм | Грузоподъемность, Н | Момент холостого хода T xx , Н·м |
||
| статическая С oа | динамическая С а | min | max | |
| 16x2,5 25x5 25x10 32x5 32x10 40x5 40x6 40x10 50x5 50x10 50x12 63x10 80x10 80x20 100x10 100x20 125x20 |
9600 28100 48800 37500 65000 49400 56400 85900 62800 112500 119900 149700 197700 297600 251100 386400 729000 | 5000 16580 46400 17710 49800 19170 23700 54700 20640 57750 65400 62030 66880 143400 71840 151800 278000 |
0,05 0,08 0,11 0,18 0,22 0,30 0,32 0,45 0,50 0,48 0,49 0,75 1,23 2,30 2,04 2,75 2,80 |
0,20 0,32 0,35 0,56 0,60 0,84 0,83 0,95 1,35 1,23 1,09 2,03 3,25 3,88 5,20 5,23 5,50 |
Примечание . Приведенные значения для корпусных ШВП соответствуют исполнениям II, III и IV.
Базовая динамическая осевая грузоподъемность С а - осевая сила, которую шарико-винтовая передача может воспринимать при базовой долговечности, составляющей 1.000.000 оборотов винта.
Базовые грузоподъемности соответствуют передаче, выполненной из обычно применяемых сталей (см. табл.3). При отличии свойств материала от обычных, а также в зависимости от класса точности, твердости рабочих поверхностей и др. вычисляют значение скорректированной статической и скорректированной динамической грузоподъемности.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Технические требования на основные детали шарико-винтовых передач, применяемых в станкостроении, установлены ОСТ 2 РЗ1-5-89 (табл. 3). Нормы точности винта - по ОСТ 2 РЗ1-4-88.
3. Технические требования на основные детали ШВП
Примечания:
1. Термообработка по РТМ2 МТ11-1-31.
2. Для шариков степень точности 20 по ГОСТ 3722-81.
3. Разноразмерность шариков в одной передаче не более 0,001 мм.
4. Отклонение среднего диаметра шариков при D u

Винты изготовляют также из сталей марок ХВГ
и 7Г2ВМ
с объемной закалкой, стали марки 8ХВ
с закалкой при индукционном нагреве, стали марки 20Х3МВФ
с азотированием.
Для гаек применяют сталь марки ХВГ
с объемной закалкой и цементуемые стали марок 18ХГТ, 12ХН3А, 12Х2Н4А
.
Шарики изготовляют из хромистой стали марки ШХ20СГ
.
Материалы винта, гайки и тел качения должны обеспечить твердость рабочих поверхностей не ниже 61 HRC э.
Полость гайки при сборке заполняют пластичным смазочным материалом марки ЦИАТИМ-201
или ЦИАТИМ-203
.
Передачи требуют хорошей защиты от загрязнений. Наиболее часто применяют гармоникообразные меха, телескопические кожухи и съемники загрязнений - пластмассовые уплотняющие гайки с двумя-тремя выпуклыми
витками по профилю канавок. Съемники загрязнений крепят к каждому торцу основной гайки.
Номенклатура показателей качества, используемых при оценке уровня качества ШВП, применяемых в металло- и деревообрабатывающих станках, участках, линиях, комплексах, промышленных роботах и кузнечно-прессовом оборудовании, установлена ОСТ 2 РЗ1-6-87 .
Похожие документы:
ГОСТ 3722-81 - Подшипники качения. Шарики. Технические условия;
расчет ходовых винтов;
расчет грузовых винтов;
пример выполнения чертежа ходового винта
Так как появилось много вопросов после первой публикации, я буду пошагово выкладывать информацию для самостоятельно сборки ЧПУ фрезера
Для начала базовые элементы - подшипниковые опоры для ШВП типа BK12 и BF12
Они необходимы для установки ходового винта ШВП для каждой оси станка
Внешний вид, характеристики, чертежи под катом
Итак, я постепенно получаю заказанные комплектующие для самостоятельно сборки фрезерного ЧПУ станка.
Совсем недавно получил посылку с механикой и ходовой частью.
Ходовая для планируемой конструкции фрезера - это . Для ее крепления потребуются специальные подшипниковые узлы - это опоры BK12 и BF12
Собственно говоря, винт устанавливается обоими концами в опоры, с одного конца опора жестко фиксирует винт (продольно и радиально) и обеспечивает подключение к двигателю через муфту, а с другой стороны опора «плавающая», которая фиксирует винт только радиально и позволяет его «натягивать».
На фото пара таких опор, необходимых для установки одного винта ШВП
Сразу оговорю: блок-опора с фиксированным
концом и установкой со стороны двигателя - это BK12
Второй блок-опора с "плавающим
" концом - это BF12
Как правило продаются комплектами.
Дополнительная информация - типы ходовых и типы опор
Что касается ШВП SFU1605, то существуют различные виды опор: в виде опорного блока, фланца и т.п. 
То есть для установки в виде фланца используются FF12 (плавающий конец) и FK12 (фиксированный конец) опоры
Итак, опора типа BK12 предназначена для жесткой фиксации винта ШВП 1605 (и 1610). В опоре установлены два радиальных подшипника 6001ZZ. В комплекте идет специальная стопорная гайка для преднатяга винта с резьбой М12х1.0.
Опора типа BF 12 предназначена для поддержки второго конца винта ШВП, фиксация обеспецивается только стопорным кольцом.
То есть подшипниковый блок BF12 является «плавающим» опорным блоком. В плавающей опоре установлен радиальный подшипник 6000ZZ.
Внешний вид пары опор
Получил все в одной большой посылке
Внутри было несколько разных комплектов BF12/BK12/FK12/FF12 - брал много всего, для нескольких осей
Вот внешний вид упаковки одного из комплектов опор
Внутри пара опор, в пакетах, в масле. Плюс фурнитура - стопорное кольцо, гайка, В моем комплекте была еще эластичная муфта для подключения вала двигателя. Размер муфты 6.35x10mm
В комплект входит:
1 х опора типа ВК12
1 х опора типа BF12
1 x муфра 6х10
1 x гайка
1 x стопорное кольцо
Итак, все достал, распаковал
Взвешивание и проверка размеров
Масса деталей комплекта, для примерной оценки
Муфта для подключения двигателя. Со стороны двигателя диаметр 6мм (для NEMA23), со стороны ШВП диаметр 10 мм. Естественно, после установки муфта утягивается винтами под шестигранник

Длина муфты 3 см, имейте в виду, когда проектируете рабочий ход оси.
Опора BK12 (фиксирующая). Диаметр под винт 12мм, резьба гайки М12х1.0мм. Расстояние между крепежными отверстиями - 46мм, то есть мне в профиль 30й серии нужно засверливать отверстия

Опора BF12 (плавающая). Диаметр уже 10 мм. Фиксация винта происходит стопорным кольцом из комплекта
Теперь несколько фотографий опор.
Опора BK12 (фиксирующая)
. Можно снять две втулки (разного размера), они свободно вкладываются к подшипникам с обоих сторон, плюс отдельно фиксирующая гайка М12.
С обратной стороны присутствует сальник с крепежной пластиной
Внутри стоит пара радиальных 6001 подшипников (28 мм x 12 мм x 8 мм)
На фото видна маркировка 6001RS
Вот фото опоры со снятым сальником и пластиной
Опора BF12 (плавающая).

Внутри есть один радиальный 6000zz подшипник (26 мм x 10 мм x 8 мм)
Расстояние крепежных отверстий аналогично 46 мм
Конец винта фиксируется стопорным кольцом.
Теперь немного про сборку.
Для начала «плавающий» BF12. Изначально предполагалось наличие сальников, но китайцы хитрее всяких ГОСТов
Опора BF12 устанавливается на раму станка, крепится. затем в нее продевается конец винта (там где диаметр 10 мм). 
Винт крепится стопорным кольцом
Дальше сборка BK12
Предполагается также сборка с сальниками. По факту сальник у нас только один.
Не забываем накрутить на винт гайку, с корпусом сразу. Далее подеваем опору, накручиваем стопорную гайку. Устанавливаем опору на раму станка. Крепим, фиксируем гайку. Этой гайкой можно предварительно натягивать винт.
Не забываем нацепить муфту, которая затем будет приводить винт от двигателя
Итак, вот моя ШВП в сборе с опорами
Теперь про применение.
Из комплектов опор BK12/BF12 собираются оси для перемещения рабочего стола, портала и инструмента фрезерного ЧПУ станка.
Собственно говоря, вот чертеж размещения осей для небольшого фрезера
Ось X крупным планом. Лишнее убрал с чертежа. Хорошо видно винт SFU1605, и две опоры BK12 и BF12
Внешний вид будущего фрезера. Используются три ШВП, профиль типа 6060.
Чертежи дооформлю - выложу в общий доступ.



Популярное
- Утепление свайно-винтового фундамента своими руками Что подсыпают под свайный фундамент
- Виды и обзор моделей светодиодных ламп h4 Диодная h4
- Форматы и размеры бумаги Габариты а5
- Смазка для пластиковых шестеренок
- Что за материал используется при производстве пластиковых тар
- Активные и пассивные ИК-датчики: различия и особенности Видео: Датчик движения, принцип работы
- Как сделать мигающий светодиод
- Производительный роторный ветрогенератор: достоинства, недостатки, виды и сборка своими руками Типы ветряных генераторов
- Как сделать магнит своими руками Как сделать магнит своими руками
- Дизайнерские штучки для дома